












278990,00 ₽
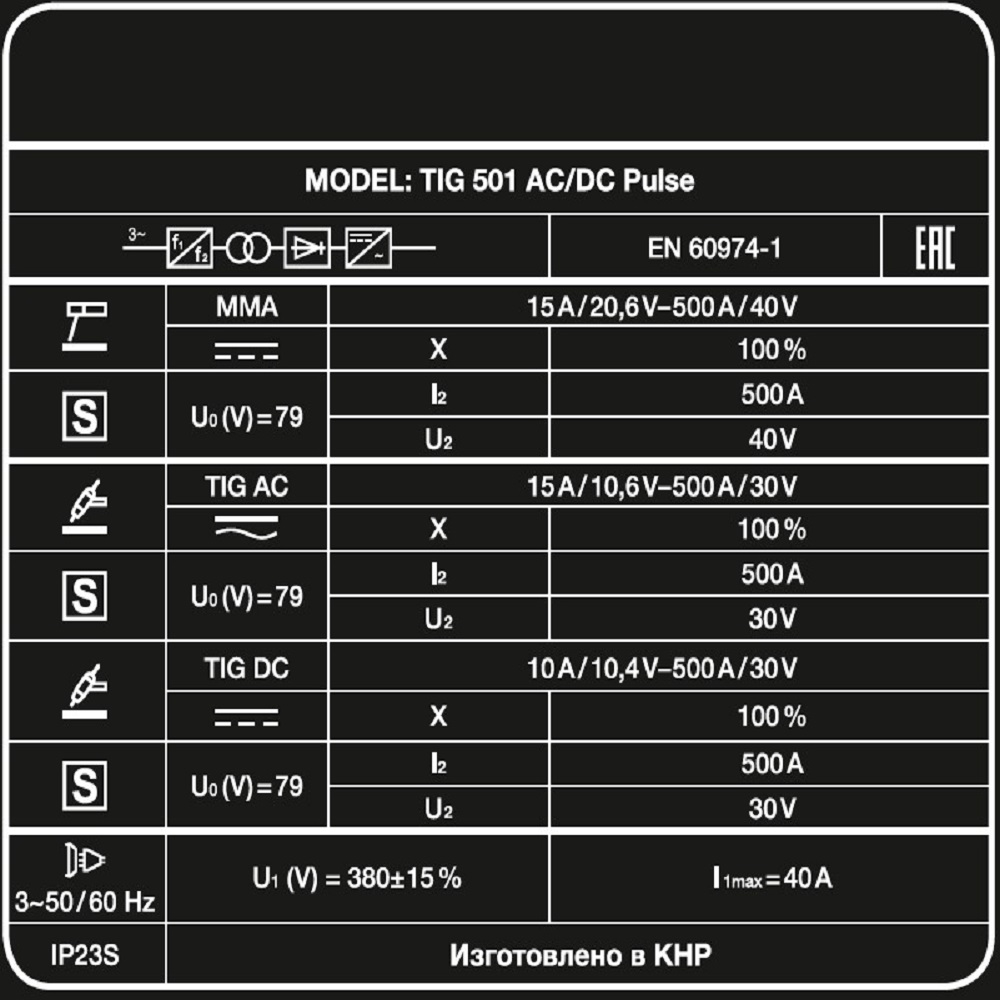
TIG 501 AC/DC Pulse является современным инверторным аргонодуговым аппаратом с полностью цифровым управлением, позволяющие работать как на постоянном (сварка сталей, меди, титана), так и на переменном токе (сплавы алюминия, магния, медные сплавы больших толщин, где требуется удаление окислов со свариваемой поверхности).
Данный источник питания имеет следующие режимы работы:
— Аргонодуговая сварка на переменном токе (TIG AC)
— Импульсный режим аргонодуговой сварки на переменном токе (TIG AC PULSE)
— Аргонодуговая сварка на постоянном токе (TIG DC)
— Импульсный режим аргонодуговой сварки на постоянном токе (TIG DC PULSE)
ОСОБЕННОСТИ:
— Возможность изменения формы волны в режиме переменного тока АС
— Специальная функция со смешанным током (Режим MIX)
— Данная установка позволяет осуществить хранение и управление 20-ти программ сварки
— Возможность дистанционного управления
— Возможность настройки всех параметров импульсной сварки
— Понятная панель управления, где все параметры сварки можно легко настроить или выбрать из уже имеющихся
— Возможность подключения горелок с водяным охлаждением
— Плавная регулировка всех заявленных параметров
— Аппарат имеет компенсацию потерь сварочного напряжения, позволяет улучшить процесс сварки при использовании длинных кабелей
В режиме ММА встроенные функции:
1. Регулируемый Hot start
2. Регулируемый Arc force
3. Anti sticking
2 цифровых дисплея для отображения и настройки параметров сварки:
— Клавиша выбора способа сварки (MMA, TIG)
— Клавиша выбора рода тока (Постоянный ток (AC)/Переменный ток (DC))
— Клавиша включения импульсного режима сварки
— Клавиши сохранения и загрузки программ
— Регулятор выбора параметров
— Регулятор настройки параметров
— Клавиша для выбора дополнительных функций:
Клавиша дополнительные функции:
1. TIG HF — бесконтактный способ возбуждения дуги с помощью высокочастотного осциллятора
2. TIG LIFT — контактный способ возбуждения дуги касанием вольфрамового электрода
3. Восстановление заводских настроек
4. Режим компенсации потерь сварочного напряжения
5. Режим «SPOT» («сварка по времени») — позволяет установить время горения сварочной дуги для получения точек одинакового размера
6. Включение дистанционного устройства
Клавиша выбора режима управления сварочным процессом:
1. 2Т – 2-х тактный режим («быстрый») — при нажатии на горелке начинается цикл сварки, отпускаете — заканчивается
2. 4T – 4-х тактный режим работы («долгий») – обычно используется для сварки длинных швов. При кратковременном нажатии кнопки горелки зажигается сварочная дуга. При повторном кратковременном нажатии – заканчивается. Также при использовании этого режима активируются дополнительные параметры.
3. Speсial 4Т (SP 4T) – многоуровневый режим. При кратковременных нажатиях на кнопку горелки осуществляются разные режимы сварки. Переключение настройки начального/основного/конечного тока.
Клавиша выбора формы волны:
1. Прямоугольный импульс — эффективен для получения большей мощности
2. Синусоидальный импульс — обеспечивает плавную и мягкую дугу со сниженным уровнем шума, идеально подходит для сварки средних толщин
3. Треугольный импульс — обеспечивает пониженное тепловложение с уменьшенной деформацией металла, идеально подходит для сварки малых толщин, оптимально для сварки загрязненных изделий
4. Смешанный ток (Режим MIX) — ток автоматически переключается с переменного тока (AC) на постоянный ток (DC), что позволяет получить в сумме хорошую очистку поверхности, также увеличивает глубину проплавления
КОМПЛЕКТ ПОСТАВКИ:*
— Горелка с жидкостным охлаждением TIG WP-12
— Обратный кабель 3 м. с зажимом для заземления
— Газовый шланг 4 м.
— Комплект ЗИП
— Инструкция
* Производитель оставляет за собой право менять комплектацию аппарата




